Пластики электроизоляционные слоистые листовые. Метод испытания на штампуемость
ГОСТ 24649-81*______________________
* Обозначение стандарта.
Измененная редакция, Изм. N 1.
Группа Е39
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛАСТИКИ ЭЛЕКТРОИЗОЛЯЦИОННЫЕ СЛОИСТЫЕ ЛИСТОВЫЕ
Метод испытания на штампуемость
Plastic electrical insulating laminates. Method of test for punching ability
Дата введения 1992-01-01
Постановлением Государственного комитета СССР по стандартам от 24 марта 1981 г. N 1524 срок действия установлен с 01.01.1982 г. до 01.01.1987 г.*
________________
* Ограничение срока действия снято постановлением Госстандарта СССР от 21.06.91 N 947 (ИУС N 9, 1991 год). - Примечание изготовителя базы данных.
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие с 01.09.92 постановлением Госстандарта СССР от 21.06.91 N 947
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 9, 1991 год
Настоящий стандарт распространяется на электроизоляционные листовые слоистые пластики (гетинакс, текстолит, стеклотекстолит), включая фольгированные (например, медной фольгой) толщиной от 0,5 до 3,0 мм и устанавливает метод испытания их на штампуемость.
Стандарт не распространяется на пенопласты.
(Измененная редакция, Изм. N 1).
1. МЕТОД ОТБОРА ОБРАЗЦОВ
1. МЕТОД ОТБОРА ОБРАЗЦОВ
1.1. Для испытания из листов слоистых пластиков вырезают или вырубают не менее чем по пять образцов в двух взаимно перпендикулярных направлениях - по длине и ширине листа.
1.2. Образцы изготовляют нарезкой острой дисковой пилой, вырубкой или фрезерованием таким образом, чтобы получить неповрежденные кромки.
1.3. Образцы должны иметь ширину (25![]() ) мм и длину не менее 120 мм.
) мм и длину не менее 120 мм.
1.4. Пояснение терминов, применяемых в настоящем стандарте, приведено в справочном приложении.
2. АППАРАТУРА
2.1. Пробивной штамп должен быть снабжен двумя расположенными по оси симметрии направляющими колоннами, пуансонами, матрицей и прижимной плитой с пружинами. Параметр шероховатости поверхности матрицы должен быть ![]() 0,50 мкм, пуансона -
0,50 мкм, пуансона - ![]() 1,25 мкм на базовой длине 0,8 мм по ГОСТ 2789-73. Отклонение от параллельности рабочих плоскостей прижима и матрицы не должно быть более 0,02 мм. Двусторонний зазор между пуансоном и матрицей величиной не более 0,2 мм должен быть равномерно распределен по контуру. Критерием износа штампа является увеличение зазора. При этом максимальный двусторонний зазор между пуансоном и матрицей с учетом износа не должен быть более 0,25 мм. Радиус скругления кромок пуансона должен быть не более 0,02 мм.
1,25 мкм на базовой длине 0,8 мм по ГОСТ 2789-73. Отклонение от параллельности рабочих плоскостей прижима и матрицы не должно быть более 0,02 мм. Двусторонний зазор между пуансоном и матрицей величиной не более 0,2 мм должен быть равномерно распределен по контуру. Критерием износа штампа является увеличение зазора. При этом максимальный двусторонний зазор между пуансоном и матрицей с учетом износа не должен быть более 0,25 мм. Радиус скругления кромок пуансона должен быть не более 0,02 мм.
Принципиальная конструкция и примеры размеров пробивного штампа изображены на черт.1.
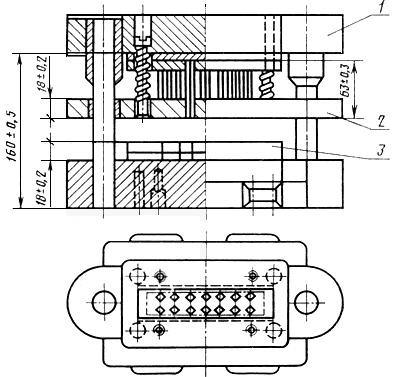
1 - направляющая колонка; 2 - прижим; 3 - матрица пробивного штампа
Черт.1
Схема расположения отверстий в матрице приведена на черт.2.
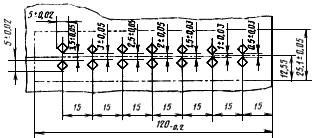
Черт.2
Вход пуансона в матрицу по схеме расположения отверстий изображен на черт.3.
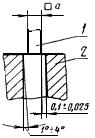
1 - пуансон; 2 - матрица пробивного штампа; ![]() - толщина пуансона
- толщина пуансона
Черт.3
(Измененная редакция, Изм. N 1).
2.2. Применяемый пресс должен характеризоваться следующими данными:
номинальное усилие, кН | не менее 120 |
количество ходов, мин | от 100 до 150 |
длина хода, мм | от 5 до 50 |
2.3. Термостат применяется с естественной вентиляцией и погрешностью регулирования температуры ±2 °С.
2.4. Поддон изготавливается из металлических (например, стальных) плит, расположенных параллельно друг другу на расстоянии не менее 3,5 мм. Поддон должен предотвращать преждевременное охлаждение образцов при извлечении их из термостата.
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. Для испытания нагретых образцов их помещают в поддон по п.2.4, установленный в термостат. Перед установкой образцов термостат с поддоном нагревают до достижения заданной температуры. Температура и продолжительность нагрева образцов должна быть указана в стандартах или в технических условиях на конкретный вид материала.
Если в стандарте или технических условиях на конкретный вид материала продолжительность нагрева не указана, то она должна быть не менее 20 и не более 60 мин. Во избежание появления хрупкости материала заданное время выдержки не должно быть превышено более чем на 10%.
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
4.1. Испытание на штампуемость проводится в условиях комнатной среды RM/15-35С/45-75% в соответствии с ГОСТ 6433.1-71 или в нагретом состоянии, что указывается в стандарте или в технических условиях на конкретный вид материала.
4.2. Перед испытанием двустороннего фольгированного материала фольга с одной стороны образцов должна быть удалена. При этом не допускаются механические повреждения поверхности образцов. Удаление фольги должно осуществляться химическим методом травления.
4.3. При испытании нагретых образцов пробивка отверстий должна производиться не позднее чем через 5 с после извлечения образцов из термостата.
4.4. Образцы фольгированных материалов помещают в пробивной штамп таким образом, чтобы фольга была обращена к пуансону.
4.5. При штамповке всех видов материала пуансон должен входить в матрицу на глубину от 0,4 до 0,8 мм.
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. Нагретые при испытании образцы охлаждают до комнатной температуры.
5.2. Оценку состояния перемычек производят с обеих сторон образца осмотром с помощью лупы с увеличением 2,5![]() .
.
5.3. В каждом образце устанавливают пары отверстий, у которых отсутствует повреждение материала с обеих сторон.
5.4. Степень штампуемости устанавливают по самой узкой неповрежденной перемычке между двумя отверстиями. На образцах могут быть и частично повреждены перемычки (черт.4).

Черт.4
Перемычку между отверстиями считают неповрежденной и в том случае, если суммарная длина трещин между отверстиями не превышает ![]() ширины перемычки при отсутствии других указаний в стандартах или технических условиях на конкретный вид материала.
ширины перемычки при отсутствии других указаний в стандартах или технических условиях на конкретный вид материала.
5.5. Образцы, вырезанные из листов в продольном и поперечном направлениях, оценивают раздельно. На образцах каждого направления по наименьшим неповрежденным перемычкам между отверстиями определяют среднее арифметическое значение. Степень штампуемости вычисляют из отношения среднего значения номинальной ширины неповрежденной перемычки к номинальной толщине испытуемого материала. Если средние значения для продольного и поперечного направлений не совпадают, степень штампуемости вычисляют исходя из наибольшего среднего значения. Полученное числовое значение округляют до первого десятичного знака.
Пример. Средняя величина неповрежденной ширины перемычки равна 1,1 мм. Измеренная толщина образца равна 0,62 мм. Номинальная толщина 0,60 мм.
Степень штампуемости равна ![]() .
.
5.6. На испытанных образцах невооруженным глазом определяют наличие или отсутствие светлого ореола вокруг отверстий.
6. ОФОРМЛЕНИЕ ПРОТОКОЛА ИСПЫТАНИЙ
6.1. В протоколе должны быть указаны следующие данные:
обозначение настоящего стандарта;
вид и наименование материала;
размеры листов;
подготовка образцов;
ширина неповрежденной перемычки (среднее значение) в продольном направлении и в поперечном;
степень штампуемости;
образование светлого ореола, ширина светлого ореола (максимальное расстояние от края отверстия, мм);
специальные наблюдения, например искривление образцов, состояние поверхности вырубки и т.д.;
дата проведения испытания, фамилия лица, проводившего испытания.
ПРИЛОЖЕНИЕ (справочное). Пояснение терминов, используемых в стандарте
ПРИЛОЖЕНИЕ
Справочное
Штампуемость слоистых материалов - способность этих материалов допускать пробивку в них отверстий без образования трещин в перемычках между двумя отверстиями.
Степень штампуемости слоистых материалов - сопротивление материала действию напряжений, возникающих между парой отверстий, пробиваемых с помощью пробивного штампа в испытываемом образце.
Адрес: 170530, Тверская область, Калининский район, деревня Пасынково, д. 1А
Телефоны: (4822) 53-26-62, 53-23-65, 53-28-33