Материалы электроизоляционные фольгированные для печатных плат. Методы испытаний
ГОСТ 26246.0-89
(МЭК 249-1-82)
Группа Е39
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЕРИАЛЫ ЭЛЕКТРОИЗОЛЯЦИОННЫЕ
ФОЛЬГИРОВАННЫЕ ДЛЯ ПЕЧАТНЫХ ПЛАТ
Методы испытаний
Foil-clad electrical insulating materials for manufacture
of printed plates. Test methods
ОКСТУ 3409
Дата введения 1991-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ВНЕСЕН Министерством электротехнической промышленности и приборостроения СССР
2. Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 22.12.89 N 4011 введен в действие государственный стандарт СССР ГОСТ 2624.0-89, в качестве которого непосредственно применен международный стандарт МЭК 249-1-82, с 01.01.91
Изменение N 1 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 7 от 26.04.95)
За принятие проголосовали:
Наименование государства | Наименование национального органа стандартизации |
Республика Беларусь | Белстандарт |
Республика Молдова | Молдовастандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Российская Федерация | Госстандарт России |
Изменение N 2 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 19 от 24.05.2001)
За принятие изменения проголосовали:
Наименование государства | Наименование национального органа |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Республики Беларусь |
Республика Казахстан | Госстандарт Республики Казахстан |
Кыргызская Република | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Главгосслужба "Туркменстандартлары" |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3. ВЗАМЕН ГОСТ 26246-84 в части методов испытаний
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
ГОСТ 8.279-78 | 3.5.4.1; 3.5.4.3; 3.5.6; 3.6.3 |
ГОСТ 201-76 | 1.3.1.1 |
ГОСТ 618-73 | 2.3; 2.4; 2.5 |
ГОСТ 982-80 | 2.3 |
ГОСТ 1066-90 | 3.4 |
ГОСТ 2824-86 | 3.7.3 |
ГОСТ 3647-80 | 1.3.1 |
ГОСТ 4147-74 | 1.3.1.2 |
ГОСТ 4166-76 | 3.5.7 |
ГОСТ 4648-71 | 4.1 |
ГОСТ 4650-80 | |
ГОСТ 5774-76 | 2.3 |
ГОСТ 6433.1-71 | 1.1.1; 1.1.2; 2.1; 3.5.8; 3.5.9 |
ГОСТ 6433.2-71 | 2.3; 2.4 |
ГОСТ 6433.3-71 | 2.6 |
ГОСТ 6825-91 | 3.8.1 |
ГОСТ 7165-93 | 2.2.2 |
ГОСТ 8505-80 | 2.3; 2.4 |
ГОСТ 9871-75 | 3.5.4.1; 3.5.6 |
ГОСТ 9976-94 | 3.5.6 |
ГОСТ 10315-75 | 2.3 |
ГОСТ 12172-74 | 4.4 |
ГОСТ 13032-77 | 3.5.4.1 |
ГОСТ 15866-70 | 3.5.4.1 |
ГОСТ 15975-70 | 2.3; 2.4 |
ГОСТ 17299-78 | 2.3; 2.4 |
ГОСТ 18300-87 | 2.3; 2.4 |
ГОСТ 19113-84 | 3.4; 3.9 |
ГОСТ 19300-86 | |
ГОСТ 21931-76 | 3.4; 3.5.4.3; 3.6.3; 4.2 |
ГОСТ 22372-77 | 2.5 |
ГОСТ 24649-81 | |
ГОСТ 27426-87 | |
ГОСТ 27473-87 |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ с Изменениями N 1, 2, принятыми в июле 1995 г., ноябре 2001 г. (ИУС 10-95, 2-2002)
Настоящий стандарт распространяется на листовые и гибкие фольгированные электроизоляционные материалы (далее - фольгированные материалы), предназначенные для изготовления печатных плат, и устанавливает методы испытаний для этих материалов.
1. МЕТОДЫ ИСПЫТАНИЙ
1. МЕТОДЫ ИСПЫТАНИЙ
1.1.Общие требования
1.1.1. Предварительное кондиционирование
Каждый испытуемый образец перед началом испытаний и (или) перед проведением измерений выдерживают в нормальных атмосферных условиях в течение 24 ч для выравнивания температуры по всему объему образца. Условия кондиционирования по ГОСТ 6433.1.
1.1.2. Испытания
Испытания проводят в нормальных атмосферных условиях в соответствии с ГОСТ 6433.1.
В случае необходимости температуру и относительную влажность окружающей среды, при которых проводят испытания или измерения, указывают в технических условиях на материалы конкретных марок. При разногласиях между потребителем и изготовителем относительно полученных результатов испытаний они должны быть проведены в условиях, указанных в ГОСТ 6433.1.
1.2.Точность хронометража и измерений
1.2.1. Время, установленное для кондиционирования и проведения испытаний, не должно отклоняться более чем на ±10% установленного.
1.2.2. Точность измерений
Измерения, проводимые с целью определения соответствия требованиям технических условий на материалы конкретных марок, указывают с точностью, выраженной числом значимых цифр, установленной в самих требованиях.
1.3. Образцы для испытаний изготовляют из листов механическим способом. Края образцов должны быть гладкими, без трещин.
1.3.1. Подготовка образцов
1.3.1.1. Промывка и нанесение рисунка
Образцы промывают проточной водой и зачищают порошкообразной пемзой зернистостью не более 63 мкм или мелкозернистым шлифовальным порошком по ГОСТ 3647. После этого образцы промывают проточной водой, при этом поверхность образца должна полностью смачиваться водой. В противном случае образцы промывают тринатрийфосфатом по ГОСТ 201, затем образцы просушивают, чтобы на них не осталось подтеков и пятен. Может потребоваться добавочная обработка 10%-ным раствором соляной кислоты.
Рисунок наносят фотохимическим способом или другим методом, обеспечивающим необходимую точность изготовления.
1.3.1.2. Метод травления
Фольгированные материалы травят в любом травильном растворе. При разногласиях в оценке качества образцы изготовляют методом травления в растворе чистого хлорного железа плотностью 1,32-1,41 г/см![]() по ГОСТ 4147 при температуре не выше 37 °С.
по ГОСТ 4147 при температуре не выше 37 °С.
При получении рисунка время травления должно быть достаточным для образования ясного и четкого изображения.
Время травления для фольги различной массы на единицу площади не должно превышать значений, указанных в табл.1.
Таблица 1
Масса 1 м | Номинальная толщина фольги, мкм | Время травления, мин |
152 | 18 | 6 |
230 | 25 | 6 |
305 | 35 | 7 |
435 | 50 | 10 |
610 | 70 | 14 |
915 | 105 | 21 |
Для фольги промежуточных масс максимальное время травления определяют линейной интерполяцией. Для фольги, номинальная масса которой не входит в данный диапазон, максимальное время травления должно быть согласовано между потребителем и изготовителем.
Если после травления остаются частицы меди, то образец не следует использовать для испытаний.
1.3.1.3. Очистка и сушка после травления
После травления образцы промывают проточной водой в течение 15-20 мин. Защитное покрытие с фольги снимают механическим или химическим методом, не повреждая фольгу и основание диэлектрика. Затем образцы подвергают трехкратной промывке водой по 2 мин. Воду с поверхности удаляют струей сжатого воздуха. После этого образцы подвергают сушке в сушильном шкафу при температуре (55±2) °С в течение 4 ч ±10 мин.
2. ЭЛЕКТРИЧЕСКИЕ ИСПЫТАНИЯ
2.1.Меры предосторожности, соблюдаемые при определении электрических характеристик
При определении электрических характеристик во избежание загрязнения поверхности образцов необходимо использовать пинцеты или резиновые перчатки. При пайке соединительных проводов применяют держатели с пружинными контактами. Чтобы не загрязнять поверхность образцов припоем или канифолью, необходимо использовать защитную маску.
Растворители для удаления загрязнений, канифоли следует применять осторожно, чтобы не распространять загрязнение на всю поверхность образца.
Перед измерением электрических показателей по пп.2.2; 2.4 образцы должны быть кондиционированы и восстановлены.
Время и условия кондиционирования - по ГОСТ 6433.1. Условия восстановления: период восстановления (90±15) мин, относительная влажность - 73-77%, температура должна отклоняться не более чем на 1 °С от фактической температуры, которая должна быть 18-28 °С.
(Измененная редакция, Изм. N 1).
2.2. Сопротивление фольги
Измерение сопротивления фольги проводят до или после изготовления фольгированных материалов.
2.2.1. Испытуемый образец
Образец для испытаний вырезают из фольги или фольгированного материала шириной (25±0,2) мм и длиной - около 330 мм. Испытаниям подвергают четыре образца размером (25х330) мм.
2.2.2. Методика испытания
Испытание проводят на мостах постоянного тока по ГОСТ 7165. Испытуемый образец помещают в устройстве так, чтобы его фольгированная поверхность соприкасалась с ножевыми электродами. Ножевые электроды должны касаться фольги по всей ее ширине, под прямым углом к продольной оси испытуемого образца.
Ток подается и измеряется между токовыми электродами, расстояние между которыми около 300 мм. Сопротивление фольги в миллиомах измеряют между ножевыми электродами, расположенными на расстоянии (150±1) мм один от другого и на равном расстоянии от токовых электродов. Значение тока следует поддерживать достаточно малым, чтобы избежать повышения температуры фольги более чем на 1 °С.
При измерении определяют температуру окружающей среды, а измеренное сопротивление пересчитывают на температуру 20 °С умножением на поправочный коэффициент ![]() .
.
Поправочный температурный коэффициент (![]() ) вычисляют по формуле
) вычисляют по формуле
![]() ,
,
где ![]() - температурный коэффициент (для меди
- температурный коэффициент (для меди ![]() =0,00378
=0,00378![]() );
);![]() - температура окружающей среды во время испытаний, °С.
- температура окружающей среды во время испытаний, °С.
Значения температурного коэффициента (![]() ) для температуры от 15 до 35 °С приведены в табл.2.
) для температуры от 15 до 35 °С приведены в табл.2.
Таблица 2
|
|
15 | 1,019 |
16 | 1,015 |
17 | 1,011 |
18 | 1,008 |
19 | 1,004 |
20 | 1,000 |
21 | 0,996 |
22 | 0,992 |
23 | 0,989 |
24 | 0,985 |
25 | 0,981 |
26 | 0,978 |
27 | 0,974 |
28 | 0,971 |
29 | 0,967 |
30 | 0,964 |
31 | 0,960 |
32 | 0,957 |
33 | 0,953 |
34 | 0,950 |
35 | 0,946 |
За результат испытания принимают максимальное значение четырех измерений.
2.3. Поверхностное электрическое сопротивление и удельное объемное электрическое сопротивление после кондиционирования в камере влажности и восстановления
Определение проводят по ГОСТ 6433.2 и ГОСТ 10315.
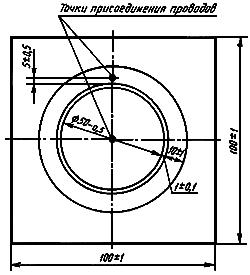
Образцы для испытаний изготовляют на фольгированной стороне, вытравливая электроды, как указано в п.1.3.1.2 и черт.1. Если материал фольгирован с двух сторон, то фольгу со второй стороны стравливают полностью.
Черт.1
Черт.1
Образцы очищают чистой тканью, смоченной в бензине по ГОСТ 8505 или в этиловом спирте по ГОСТ 17299 или ГОСТ 18300. Затем образцы сушат, как указано в п.1.3.1.3, и нормализуют не менее 6 ч при комнатной температуре.
На нефольгированную сторону притирают электрод диаметром (75±0,2) мм из отожженной алюминиевой фольги по ГОСТ 618. Толщина электрода должна быть не более 10 мкм, контакт электрода с образцом осуществляют с помощью конденсаторного вазелина по ГОСТ 5774, трансформаторного масла по ГОСТ 982 или кремнийорганического вазелина по ГОСТ 15975.
Образцы протирают чистой тканью, смоченной в бензине или этиловом спирте, и помещают в камеру влажности для кондиционирования.
Измерения после восстановления проводят при комнатной температуре сразу же после извлечения образцов из камеры влажности и выдерживают их в условиях восстановления.
Допускается измерять поверхностное и удельное объемное электрическое сопротивление на одних и тех же образцах, при этом сначала измеряют поверхностное электрическое сопротивление. Если измерения следуют одно за другим, то необходимо только одно кондиционирование.
Испытательное напряжение при измерении сопротивления должно быть (500±50) В. Допускается испытательное напряжение при измерении сопротивления (100±5) В.
За результат испытания принимают минимальное значение четырех измерений.
2.4. Поверхностное электрическое сопротивление и удельное объемное электрическое сопротивление при повышенной температуре определяют по ГОСТ 6433.2.
Образцы для испытаний изготовляют, вытравливая на фольгированной стороне электроды, как указано в п.1.3.1.2 и черт.1. Если материал фольгирован с двух сторон, то фольгу со второй стороны не стравливают и она служит электродом.
Образцы очищают чистой тканью, смоченной в бензине по ГОСТ 8505 или в этиловом спирте по ГОСТ 17299, или ГОСТ 18300.
С нефольгированной стороны притирают электрод из отожженной алюминиевой фольги (толщиной не более 10 мкм) по ГОСТ 618 с помощью кремнийорганического вазелина по ГОСТ 15975.
Образцы сушат, как указано в п.1.3.1.3, и нормализуют не менее 6 ч при комнатной температуре. Затем их выдерживают в нагретом термостате с принудительной циркуляцией воздуха. Температуру и время выдержки в термостате указывают в технических условиях на материалы конкретных марок. По истечении выдержки измеряют поверхностное и удельное объемное сопротивление без извлечения образцов из термостата. Испытательное напряжение и результат испытаний устанавливают по п.2.3.
2.5. Тангенс угла диэлектрических потерь и диэлектрическую проницаемость после кондиционирования в камере влажности определяют по ГОСТ 22372 при частоте 1 МГц. Изготовление образцов - по п.2.3, их кондиционирование и восстановление - по п.2.1. На фольгированной стороне образца вытравливают электрод диаметром (50±0,2) мм. Если материал фольгирован с двух сторон, то фольгу со второй стороны стравливают полностью. Для материалов толщиной от 0,5 до 1 мм допускается вытравливать электроды диаметром (25±0,2) мм, для материалов толщиной менее 0,5 мм допускается вытравливать электроды диаметром (20±0,2) мм. Затем образцы подвергают очистке и сушке по п.1.3.1.3 и нормализации не менее 6 ч при комнатной температуре. На нефольгированную сторону притирают электрод из отожженной алюминиевой фольги толщиной не более 10 мкм по ГОСТ 618 диаметром, равным диаметру медного электрода.
Образцы протирают чистой тканью, смоченной в бензине или в этиловом спирте, и помещают в камеру влажности для кондиционирования.
Измерения после восстановления проводят при комнатной температуре сразу же после извлечения образцов из камеры влажности и выдержки их в условиях восстановления.
За результат испытания принимают среднее арифметическое четырех измерений.
2.3-2.5. (Измененная редакция, Изм. N 1).
2.6. Электрическую прочность перпендикулярно слоям (для материалов толщиной 0,8 мм и менее) определяют на пяти образцах размером (100х100) мм с полностью вытравленной фольгой, как указано в п.1.3.1.2, и нормализованных 24 ч при комнатной температуре.
Электрическую прочность определяют методом ступенчатой подачи напряжения по ГОСТ 6433.3 с выдержкой на каждой ступени 20 с. Напряжение для первой ступени должно быть около 40% пробивного напряжения, определенного при плавном подъеме напряжения. Напряжение для остальных ступеней установлено в ГОСТ 6433.3.
За окончательный результат испытания принимают среднее арифметическое пяти измерений.
2.7. Поверхностную коррозию определяют при воздействии на образец напряжения поляризации и повышенной влажности.
Проверку поверхностной коррозии проводят на образцах, изготовленных, как указано в п.1.3.1 и на черт.1. Если материал фольгирован с двух сторон, фольгу со второй стороны полностью стравливают.
В местах, указанных на черт.1, припаивают соединительные провода, соблюдая меры предосторожности, указанные в п.2.1.
Образцы кондиционируют 21 сут при температуре (40±2) °С и относительной влажности (93±2)%.
Во время кондиционирования между электродами образца прикладывают напряжение постоянного тока (100±5) В; ток в цепи не должен превышать 1 мА.
По истечении времени испытания образцы извлекают из камеры кондиционирования, просушивают фильтровальной бумагой и осматривают невооруженным глазом или при помощи лупы с 2,5-кратным увеличением. Ни на одном образце не должно быть видимых следов продуктов коррозии в зазоре.
Испытаниям подвергают четыре образца.
(Измененная редакция, Изм. N 1).
2.8. Степень коррозии по краю определяют по ГОСТ 27426.
2.9. Сравнительное значение следа, оставляемого током утечки (трекингостойкость)
Определение трекингостойкости проводят по ГОСТ 27473.
Если испытание проводят на фольгированной стороне образца, то фольгу полностью стравливают по п.1.3.1.2.
3. НЕЭЛЕКТРИЧЕСКИЕ ИСПЫТАНИЯ ФОЛЬГИРОВАННЫХ МАТЕРИАЛОВ
3.1.Изгиб (стрела прогиба)
Стрелу прогиба определяют на листах фольгированного материала толщиной не менее 0,8 мм.
Лист или заготовку помещают на ровную горизонтальную поверхность выпуклостью вверх. Измеряют максимальное вертикальное расстояние от горизонтальной поверхности до вогнутой стороны материала по краю листа, используя конусный калибр или прибор для контроля линейных размеров. Результат выражается в процентах относительно стороны листа или заготовки.
Значение, полученное на материалах, фольгированных только с одной стороны, должно иметь пометку "Положительно", если фольгированная поверхность выпуклая, или "Отрицательно", если фольгированная поверхность вогнутая.
За результат испытания принимают максимальный изгиб в процентах относительно длины стороны листа или заготовки, включая пометки "Положительно" или "Отрицательно". При этом должны быть указаны размеры листа или заготовки и толщина медной фольги с обеих сторон.
3.2. Скручивание (коробление)
Коробление определяют на листах фольгированного материала толщиной не менее 0,8 мм.
Лист или заготовку помещают на ровную горизонтальную поверхность выпуклостью вверх так, чтобы три угла нижней стороны касались поверхности. Измеряют расстояние по вертикали от горизонтальной поверхности до четвертого угла, используя конусный калибр или прибор для контроля линейных размеров.
Результат определения коробления (скручивания) выражают в процентах относительно длины диагонали листа или заготовки. При этом должны быть указаны размеры листа или заготовки и толщина медной фольги с обеих сторон.
3.3. Изгиб и скручивание (стрела прогиба и коробление) после травления и нагрева
Стрелу прогиба и коробление после травления и нагрева для материалов толщиной 0,8 мм и более определяют на трех образцах размером (300x300) мм. Образцы нормализуют в течение не менее 18 ч при температуре (23±1) °С и относительной влажности (50±2)%.
3.1-3.3. (Измененная редакция, Изм. N 1).
3.3.1. Травление
Образец подвергают травлению в соответствии с п.1.3 для получения рисунка с параллельными проводниками шириной 0,4 мм и расстоянием между проводниками 0,4 мм. Для материалов, фольгированных с двух сторон, проводники на одной стороне должны располагаться под прямым углом к проводникам на другой стороне.
3.3.2. Нагрев
Протравленный образец кладут свободно на плоскую горизонтальную поверхность и подвергают воздействию сухого тепла в течение (45![]() ) мин. Температуру испытания указывают в технических условиях на материалы конкретных марок.
) мин. Температуру испытания указывают в технических условиях на материалы конкретных марок.
3.3.3. Изгиб или отклонение от плоскости листа фольгированного материала в направлении, параллельном краям, после травления и нагрева, имитирующих процессы технологической обработки печатных плат, измеряют по п.3.1. За результат измерения принимают среднее значение трех полученных абсолютных величин.
3.3.4. Скручивание или отклонение от плоскости листа фольгированного материала вдоль диагонали после травления и нагрева, имитирующих процессы технологической обработки печатных плат, измеряют по п.3.2.
3.3.1-3.3.4. (Введены дополнительно, Изм. N 1).
3.4. Прочность на отрыв контактной площадки определяют на образцах, изготовленных в соответствии с приложением 1 и п.1.3.1. На образце в виде полоски должно быть 10 контактных площадок. Если материал фольгирован с двух сторон, то со второй стороны фольгу полностью стравливают. Образцы толщиной менее 0,8 мм наклеивают на подложку из электроизоляционного материала толщиной не менее 0,8 мм при помощи эпоксидного связующего холодного отверждения.
В центре каждой площадки со стороны фольги просверливают сквозное отверстие диаметром (1,3±0,1) мм. В отверстие площадки со стороны фольги вставляют латунную проволоку диаметром 0,9-1,0 мм марки Л63 (полутвердая) по ГОСТ 1066. Проволока должна выступать с противоположной стороны образца не менее чем на 1 мм.
Площадку облуживают (4±1) с трубчатым припоем марки ПОС 61 по ГОСТ 21931 диаметром не более 1,5 мм, заполненным канифолью по ГОСТ 19113, после чего образцу дают остыть не менее 5 с. Затем тем же трубчатым припоем припаивают проволоку паяльником перпендикулярно к поверхности образца. Припой должен покрывать всю поверхность контактной площадки.
Конструкция и размеры паяльника приведены в приложении 2. Медный стержень паяльника должен быть длиной (30±5) мм, диаметром (5±0,1) мм и углом скоса 45° ±10°. Температура стержня во время пайки должна быть (270±10) °С.
Следует обеспечить такие условия, чтобы латунная проволока не могла двигаться во время пайки и при застывании припоя. Пайка должна продолжаться в течение (4±1) с. На обратной стороне образца не должно быть наплывов припоя. Приспособление для пайки контактных площадок приведено в приложении 3. После пайки образец охлаждают не менее 30 мин. После этого образец с впаянной проволокой закрепляют в зажимах разрывной машины и подвергают воздействию равномерно возрастающей силы от 5 до 50 Н/с в направлении, перпендикулярном к поверхности образца. Определяют силу, под действием которой происходит отрыв контактной площадки.
Приспособление для определения прочности на отрыв контактной площадки приведено в приложении 4. Обрывы проволоки и обрывы из-за плохой пайки в расчет не принимают. За результат испытания принимают минимальное значение 10 измерений.
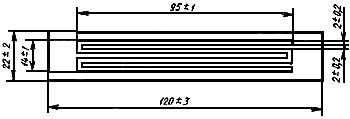
3.5. Прочность на отслаивание фольги от основания
3.5.1. Образец изготовляют, как указано в п.1.3.1 и черт.2. Нанесение рисунка, травление и последующую сушку проводят по пп.1.3.1.1-1.3.1.3.
Черт.2
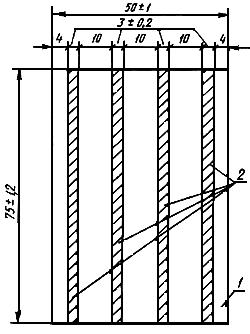
1 - диэлектрик; 2 - полоски фольги
Черт.2
При толщине фольги менее 35 мкм допускается ее увеличение гальваническим способом. Суммарная толщина фольги и медного покрытия должна быть (35![]() ) мкм.
) мкм.
Прочность на отслаивание фольги от основания определяют в исходном состоянии или после кондиционирования в различных условиях; перед кондиционированием в различных условиях образцы нормализуют по п.1.1.1.
3.5.2. Прочность на отслаивание определяют силой, необходимой для отрыва фольги от основания под углом 90° ±5°.
Для испытания используют любую разрывную машину или адгезиометр, позволяющие измерять переменную нагрузку от 10 до 90% диапазона рабочей шкалы. Скорость перемещения подвижного зажима при испытании (50±5) мм/мин.
Перед испытанием конец полоски фольги вручную отрывают от основания диэлектрика на длину около 10 мм и закрепляют его в зажиме измерительного устройства испытательной машины.
При определении прочности на отслаивание фольги от основания диэлектрика для материалов толщиной менее 0,5 мм на образец накладывают жесткую рамку, изготовленную в соответствии с приложением 5.
При испытании материалов толщиной менее 0,3 мм допускается наклеивать образец на подложку. Допускается при приемосдаточных испытаниях фольгированных материалов всех толщин изготовлять полоски механическим способом. При разногласиях в оценке качества образцы изготовляют методом травления.
На каждой полоске определяют минимальное устойчивое значение нагрузки, вызывающей отрыв полоски фольги на длину не менее 25 мм. Значения, возникающие за счет инерционности машины, не фиксируют. За результат испытаний принимают минимальное значение четырех измерений на одном образце с пересчетом полученного значения показателя на ширину полоски фольги 1 мм.
Если медная фольга толщиной менее 35 мкм ломается во время испытаний, то испытания следует повторить на образцах с увеличенной гальваническим способом толщиной фольги.
(Измененная редакция, Изм. N 1).
3.5.3. Прочность на отслаивание фольги от основания в исходном состоянии определяют по п.3.5.2.
3.5.4. Прочность на отслаивание фольги от основания после воздействия теплового удара
Образец подвергают воздействию теплового удара по одному из нижеприведенных трех методов.
3.5.4.1. Образец погружают в хорошо перемешиваемую кремнийорганическую жидкость марки ПФМС-4 по ГОСТ 15866 или ПМС-200, ПМС-300 по ГОСТ 13032, нагретую до температуры (260![]() ) °С, и выдерживают его в горизонтальном положении на глубине (25±2,5) мм. Держатель образца должен иметь низкую теплоемкость, чтобы температура жидкости не понижалась ниже установленных пределов.
) °С, и выдерживают его в горизонтальном положении на глубине (25±2,5) мм. Держатель образца должен иметь низкую теплоемкость, чтобы температура жидкости не понижалась ниже установленных пределов.
Образец выдерживают в жидкости в течение времени, указанного в технических условиях на материалы конкретных марок.
Температуру измеряют термопарой или термометром по ГОСТ 9871 на глубине погружения образца. При этом необходимо учитывать поправку на выступающий столбик ртути по ГОСТ 8.279.
После извлечения образца из жидкости его поверхность протирают фильтровальной бумагой или чистой неворсистой тканью.
Если после выдержки в кремнийорганической жидкости фольга отслаивается от диэлектрика или диэлектрик расслаивается, образец считают не выдержавшим испытания. Образец без указанных дефектов выдерживают 1 ч ±3 мин при комнатной температуре, после чего на нем определяют прочность на отслаивание по п.3.5.2.
3.5.4.2. Для проведения испытания используют флюидизированную (псевдоожиженную) баню, температуру которой во время испытаний поддерживают на уровне (260![]() ) °С.
) °С.
Образец погружают на ребро, т.е. так, чтобы его поверхность была перпендикулярна к поверхности бани.
Температуру измеряют термопарой или термометром по ГОСТ 9871 на глубине погружения образца.
Время выдержки образца должно быть указано в технических условиях на материалы конкретных марок.
Если на образце нет отслоений фольги и расслоений диэлектрика, его выдерживают при комнатной температуре 1 ч ±3 мин, затем определяют прочность на отслаивание по п.3.5.2.
3.5.4.1, 3.5.4.2. (Измененная редакция, Изм. N 1).
3.5.4.3. Для проведения испытания используют ванну с припоем размером не менее (20x60x60) мм с нагревательным устройством. Слой припоя ПОС 61 по ГОСТ 21931 должен быть не менее 40 мм. Температуру припоя измеряют на глубине (25±2,5) мм термометром или термопарой с погрешностью ±2 °С. Ртутный термометр или термопару устанавливают так, чтобы шарик с ртутью или спаянный конец термопары был полностью погружен в припой. При этом необходимо учитывать поправку на выступающий столбик ртути по ГОСТ 8.279. Температура расплавленного припоя должна быть (260![]() ) °С. Ванна должна быть защищена от сквозняков.
) °С. Ванна должна быть защищена от сквозняков.
Образец кладут вытравленным рисунком на поверхность расплавленного припоя на время, указанное в технических условиях на материалы конкретных марок. После выдержки образца в припое его охлаждают до комнатной температуры и выдерживают в этих условиях 1 ч ±3 мин.
Если на образце нет отслоений фольги и расслоения диэлектрика, то определяют прочность на отслаивание по п.3.5.2.
3.5.5. Прочность на отслаивание фольги от основания после воздействия сухого тепла определяют на образце, выдержанном в термостате с принудительной циркуляцией воздуха. Время и температура выдержки должны быть указаны в технических условиях на материалы конкретных марок. После извлечения из термостата образец проверяют на наличие отслоений фольги и расслоений диэлектрика. Образец без указанных дефектов выдерживают 1 ч ±3 мин при комнатной температуре, после чего на нем определяют прочность на отслаивание по п.3.5.2.
3.5.6. Прочность на отслаивание фольги от основания после воздействия паров растворителя определяют на образце, подвергнутом кондиционированию (120±5) с в парах кипящего растворителя в закрытом вытяжном шкафу. Вид растворителя должен быть согласован между потребителем и изготовителем материала. Образец располагают горизонтально на расстоянии (50±5) мм от поверхности жидкости. Отношение поверхности испарения растворителя к поверхности образца должно быть 3:1. После кондиционирования образец проверяют на наличие вздутий и отслоений фольги и расслоений диэлектрика. Если они есть, то считают, что образец испытания не выдержал. Образец без указанных дефектов выдерживают (24±1) ч при комнатной температуре и вновь проверяют на наличие вышеуказанных дефектов.
Если их нет, то измеряют прочность на отслаивание по п.3.5.2.
(Измененная редакция, Изм. N 2).
3.5.7. Прочность на отслаивание фольги от основания после воздействия гальванического раствора определяют на образце с прикрепленными к каждой полоске фольги проводами, замкнутыми накоротко. Образец помещают в раствор безводного сернокислого натрия с массовой долей 1% по ГОСТ 4166 в дистиллированной воде (10 г на 1 дм![]() дистиллированной воды) при температуре (70±2) °С и соединяют с отрицательным полюсом источника напряжения постоянного тока в ванне. Положительный полюс источника соединяют с угольным электродом. Через раствор пропускают ток плотностью (215±10) А/м
дистиллированной воды) при температуре (70±2) °С и соединяют с отрицательным полюсом источника напряжения постоянного тока в ванне. Положительный полюс источника соединяют с угольным электродом. Через раствор пропускают ток плотностью (215±10) А/м![]() при напряжении около 5 В, при этом раствор должен перемешиваться. Образец кондиционируют в растворе (20±1) мин. Затем его извлекают из раствора, осушают фольгированной бумагой и выдерживают 1 ч ±3 мин при комнатной температуре.
при напряжении около 5 В, при этом раствор должен перемешиваться. Образец кондиционируют в растворе (20±1) мин. Затем его извлекают из раствора, осушают фольгированной бумагой и выдерживают 1 ч ±3 мин при комнатной температуре.
Если на образце нет отслоений фольги и расслоений диэлектрика, то прочность на отслаивание определяют по п.3.5.2.
3.5.8. Прочность на отслаивание фольги от основания после воздействия растворителя определяют на образцах от одного листа, по одному образцу для каждой из фольгированных сторон листа.
Образцы изготовляют по п.3.5.1 и нормализуют 24 ч в условиях комнатной среды по ГОСТ 6433.1. Для каждого растворителя берут отдельный образец.
Вид растворителя устанавливается в технических условиях на материалы конкретных марок. Образец погружают на (10±0,5) мин в растворитель при комнатной температуре.
После извлечения из растворителя образец выдерживают (24±1) ч при комнатной температуре, визуально проверяют наличие вздутий, расслоений, изменения внешнего вида.
При отсутствии указанных дефектов определяют прочность на отслаивание по п.3.5.2.
3.5.9. Прочность на отслаивание фольги от основания при повышенной температуре определяют на образцах размером (75x50) мм, взятых от одного листа, по одному образцу для каждой из фольгированных сторон. Образцы изготовляют по п.3.5.1 и нормализуют 24 ч при комнатной температуре по ГОСТ 6433.1.
Перед погружением в кремнийорганическую жидкость конец одной полоски фольги отрывают вручную на длину не менее 25 мм, достаточную для используемой испытательной аппаратуры. Отделенный конец фольги закрепляется зажимом по всей его ширине, как указано в п.3.5.2.
Образец погружают в горячую перемешиваемую кремнийорганическую жидкость марок ПФМС-4, ПМС-200 или ПМС-300 на глубину (25±2,0) мм и удерживают там в горизонтальном положении. Держатель образца должен иметь низкую теплоемкость, чтобы температура жидкости не понижалась ниже установленных пределов. Температуру жидкости указывают в стандартах или технических условиях на материалы конкретных марок. Температуру измеряют с погрешностью ±2 °С термометром или термопарой на глубине погружения образца. Если в стандарте или технических условиях на материалы конкретных марок нет указаний, то время выдержки образца в жидкости должно быть 3 мин.
Определяют прочность на отслаивание по п.3.5.2 при погруженном в жидкость образце.
Для испытаний при температуре 160 °С и выше готовят 4 образца и одну полоску каждого образца испытывают.
При определении прочности на отслаивание фольги при температуре ниже 160 °С вместо ванны с кремнийорганической жидкостью допускается применять нагревательную камеру. В этом случае образец нагревают в нагревательной камере из расчета 5 мин на 1 мм толщины образца и завершают испытание через 75 мин с момента помещения образца в нагревательную камеру.
3.6. Время устойчивости к воздействию теплового удара при температуре 260 °С.
Для определения времени устойчивости к воздействию теплового удара при температуре 260 °С используют один из следующих трех способов.
В случае разногласий должен быть использован способ, описанный в п.3.6.1.
(Измененная редакция, Изм. N 1).
3.6.1. Для проведения испытания используют образец размером (100х100) мм, изготовленный, как указано в п.1.3.1.2 и черт.1.
Если материал фольгирован с двух сторон, то берут по одному образцу для каждой из фольгированных сторон. При этом рисунок на одном образце наносят с одной стороны, на втором образце - с другой стороны. Фольгу с противоположной стороны вытравливают полностью.
Для испытаний применяют кремнийорганическую жидкость, помещенную в ванну. Размеры ванны должны обеспечивать свободное погружение образца. Должно осуществляться перемешивание жидкости при испытаниях. Ванна должна быть снабжена нагревательным устройством. Жидкость нагревают до температуры (260![]() ) °С. Температуру измеряют на уровне образца, который помещают на глубину (25±2,5) мм в горизонтальном положении и выдерживают в течение времени, указанного в технических условиях на материалы конкретных марок.
) °С. Температуру измеряют на уровне образца, который помещают на глубину (25±2,5) мм в горизонтальном положении и выдерживают в течение времени, указанного в технических условиях на материалы конкретных марок.
Держатель образца должен иметь такую теплоемкость, которая не снижает температуру жидкости ниже указанного предела.
После извлечения из жидкости образец, выдержавший испытание, не должен иметь видимых невооруженным глазом отслоений фольги или расслоений диэлектрика, при этом поверхность образца на расстоянии 1 мм от края не подлежит оценке.
3.6.2. Для проведения испытания используют флюидизированную песочную баню, температуру которой (в месте расположения образца) поддерживают на уровне (260![]() ) °С.
) °С.
Образец размером (100x100) мм, изготовленный, как указано в п.1.3.1.2 и черт.1, погружают на ребро, т.е. так, чтобы его поверхность была перпендикулярна к поверхности бани.
Время выдержки образца должно быть указано в технических условиях на материалы конкретных марок.
Сразу же после извлечения из ванны образец проверяют на наличие вздутий фольги и расслоения диэлектрика. Состояние образца на расстоянии 1 мм от края оценке не подлежит.
3.6.3. Для проведения испытания используют ванну с припоем.
Образец, представляющий собой квадрат со стороной (25±1) мм, покрытый тальком, кладут фольгированной стороной на поверхность припоя, с которой предварительно удален слой окиси. Обратная сторона образца не должна быть покрыта припоем.
Если материал фольгирован с двух сторон, испытания каждой стороны проводят на разных образцах, при этом фольга со второй стороны не стравливается.
Ванна для припоя должна быть размером не менее 120x60x60 мм, с нагревательным устройством. Слой припоя ПОС 61 по ГОСТ 21931 должен быть не менее 40 мм. Температуру припоя измеряют на глубине (25±2,5) мм термометром или термопарой с погрешностью ±2 °С. Ртутный термометр или термопару устанавливают так, чтобы шарик с ртутью или спаянный конец термопары был полностью погружен в припой. При этом необходимо учитывать поправку на выступающий столбик ртути по ГОСТ 8.279. Температура припоя и время выдержки в нем каждого типа фольгированного материала должны быть указаны в технических условиях на материалы конкретных марок. Ванна должна быть защищена от сквозняков. Если в технических условиях на материалы конкретных марок нет указаний, то температура расплавленного припоя должна быть (260![]() ) °С.
) °С.
Во избежание коробления образцов материалов толщиной менее 0,8 мм допускается их закрепление в держателях с низкой теплоемкостью. После выдержки образцов в припое их охлаждают до комнатной температуры.
На образцах не должно быть отслаиваний фольги и расслоений диэлектрика. Состояние образцов на расстоянии 1 мм от края оценке не подлежит.
3.7. Механическая обработка и штампуемость
3.7.1. Длину и ширину листов фольгированных материалов измеряют с погрешностью ±1,0 мм.
3.7.2. Точность обрезки листов проверяют по всей длине сторон, образующих угол, специальным шаблоном с углом 90°. Состояние торцов проверяют визуальным осмотром.
3.7.3. Штампуемость определяют по ГОСТ 24649. При испытании в нагревательном состоянии время выдержки образцов в термостате определяют из расчетов 5 мин на 1 мм толщины образца. Допускается применять прокладки из картона электроизоляционного марки ЭВ по ГОСТ 2824 толщиной 1 мм или другого материала с аналогичными механическими свойствами.
3.8. Чистота поверхности
Состояние поверхности листов проверяют визуальным сравнением с контрольными образцами.
3.8.1. Подбор контрольных образцов проводят в помещении, не освещенном солнечными лучами, на гладкой горизонтальной поверхности. Образцы освещают горизонтальной трубчатой люминесцентной лампой по ГОСТ 6825, излучающей белый свет. Лампу располагают как показано на черт.3, параллельно одному краю листа так, чтобы отношение ![]() было не более 0,27.
было не более 0,27.
Черт.3
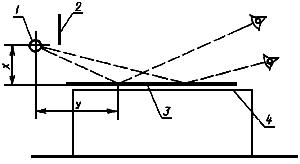
1 - источник света; 2 - экран; 3 - испытуемый лист; 4 - плоскость расположения листа
Черт.3
Освещение должно быть равномерным, интенсивностью от 200 до 400 лк. Вблизи источника света следует поместить экран таким образом, чтобы глаз проверяющего достигали только лучи, отраженные от поверхности листа фольгированного материала. Лист осматривают в двух взаимно перпендикулярных направлениях и определяют дефекты фольгированной поверхности.
3.8.2. Для измерения дефектов фольгированной поверхности применяют оптические профильные приборы для измерения шероховатости поверхности по ГОСТ 19300.
Допускается применение оптических и щуповых приборов, находящихся в эксплуатации и отвечающих требованиям указанных стандартов.
3.8.3. Состояние поверхности материала под фольгой определяют на трех образцах размером не менее 200x200 мм, вырезанных в любом месте отобранного листа. Травление медной фольги с поверхности образца проводят по п.1.3.1.2. Поверхность диэлектрика каждого образца под фольгой должна соответствовать техническим условиям на материалы конкретных марок.
3.9. (Исключен, Изм. N 2).
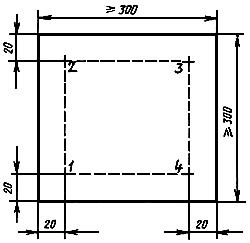
3.10. Стабильность линейных размеров определяют на трех образцах размером 300x300 мм после стравливания фольги или (и) после нагрева.
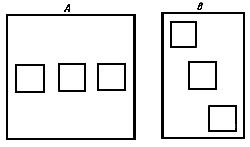
Образцы вырезают из листа фольгированного материала так, как указано на черт.4. Одна сторона образца должна быть параллельной направлению машинной обработки.
Черт.4
Черт.4
На каждый образец острым инструментом или печатным способом наносят риски по черт.5. Обозначают продольное и поперечное направление образца. Точки пересечения рисок обозначают 1, 2, 3, 4.
Черт.5
Черт.5
Для материалов шириной от 140 до 300 мм, а также толщиной 0,5 мм и менее допускается применять другие размеры образца. Сторона квадрата при этом должна быть 100 мм, а расстояние от краев образца 20 мм. Для материалов шириной менее 140 мм изготовляют образец длиной 140 мм и шириной не менее 25 мм. В этом случае обозначают только точки 1 и 2 на расстоянии 100 мм.
Перед испытаниями образцы могут быть кондиционированы в термостате. Температура и продолжительность кондиционирования должна быть указана в технических условиях на материалы конкретных марок.
Перед измерением образцы подвергают нормализации в условиях комнатной температуры в течение не менее 18 ч.
Затем измеряют расстояние между точками 1-2, 2-3, 3-4, 4-1.
Точки измерения 1, 2, 3, 4 покрывают защитной маской размером не более 13x13 мм, устойчивой к травильному раствору. Стравливание фольги, промывку и сушку осуществляют по пп.1.3.1.2 и 1.3.1.3. После травления образцы выдерживают не менее 18 ч в условиях комнатной температуры. Вторично измеряют расстояние между точками 1-2, 2-3, 3-4, 4-1.
Определяют изменение размеров после стравливания фольги по отношению к первоначальному.
Для каждого образца для определения изменения линейных размеров в продольном направлении используется среднее значение расстояний, измеренных между точками 1-2 и 3-4, а для определения изменения линейных размеров в поперечном направлении используется среднее значение расстояний, измеренных между точками 2-3 и 4-1.
В случае определения стабильности линейных размеров после стравливания фольги и нагрева образцы помещают в горизонтальном положении в нагретый термостат. Температуру в термостате устанавливают в технических условиях на материалы конкретных марок. Продолжительность нагрева должна быть (30![]() ) мин. Образцы вынимают из термостата, выдерживают не менее 18 ч в условиях комнатной среды и третий раз измеряют расстояние между точками 1-2, 2-3, 3-4, 4-1.
) мин. Образцы вынимают из термостата, выдерживают не менее 18 ч в условиях комнатной среды и третий раз измеряют расстояние между точками 1-2, 2-3, 3-4, 4-1.
Определяют изменение размеров после нагрева по отношению к первоначальному.
Во время измерений образцы должны находиться в горизонтальном положении. В случае деформации образцов необходимо их выпрямить при помощи груза. Все измерения проводят в условиях комнатной температуры прибором с погрешностью не более 13 мкм.
При арбитражных испытаниях образцы нормализуют при температуре (23±2) °С и относительной влажности (50±2)%.
За результат испытаний принимают изменение линейных размеров каждого образца по отношению к первоначальным размерам для каждого направления и для каждого этапа обработки.
(Измененная редакция, Изм. N 2).
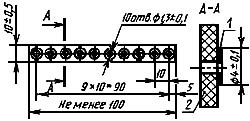
3.11. Испытания на стойкость к многократным перегибам (усталость от изгиба), проводят на образцах гибкого (пленочного) фольгированного материала длиной не менее 100 мм, шириной (22±2) мм.
Испытание проводят на четырех образцах. Два образца вырезают вдоль листа и два поперек. На образцы фотохимическим способом по п.1.3.1.1 наносят рисунок, приведенный в приложении 6. Для двусторонних материалов используют один образец в каждом направлении.
Испытание проводят на устройстве, показанном в общем виде в приложении 7 и включающем в себя электродвигатель реверсивный типа РД-09 с закрепленным на его оси маховиком. Шатунный механизм, цилиндрические направляющие, ползун, подвижный механизм зажима шлейфа, неподвижный механизм зажима шлейфа; подвижная и неподвижная направляющие пластины, смонтированные соответственно с подвижным и неподвижным механизмами зажима шлейфа, обеспечивают возвратно-поступательное движение петли и ее регулируемый радиус.
В конструкцию установки входит механизм отсчета циклов перегиба, снабженный фотодиодом ФД-3 и электромагнитным счетчиком циклов МЭС-54.
Для испытаний конец шлейфа с рисунком выводов закрепляют в неподвижном узле зажима, связанном с блоком питания схемы. Второй конец шлейфа фиксируют в подвижном узле, при этом образец образует петлю в 180°, диаметр петли регулируют расстоянием между направляющими пластинами так, чтобы он был равен (9,6±0,4) мм. Возвратно-поступательное движение должно быть таким, чтобы перемещение петли было не менее 25 мм и образец не перегибался в зажиме. Скорость возвратно-поступательного движения не должна превышать десять циклов в минуту.
Испытание выполняют до тех пор, пока электрический разрыв в рисунке схемы на образце не вызовет через реле остановку мотора.
Испытание выполняют на одном образце в направлении вдоль листа с рисунком проводников, помещенных внутри петли и на одном образце с рисунком проводников, расположенных на внешней стороне петли. Испытание повторяют таким же образом для двух образцов в поперечном направлении. На двухстороннем материале выполняется только одно испытание: на той или другой стороне.
За результат испытания принимают минимальное количество циклов из четырех испытаний.
3.12. Массу на единицу площади медной фольги после ее удаления определяют на одном образце размером (100x100) мм. Размеры образца измеряют с погрешностью ±0,1 мм.
Образец кондиционируют в течение 24 ч при температуре (23±2) °С и относительной влажности (50±2)%, после чего его взвешивают с погрешностью ±0,002 г.
После этого фольгу полностью удаляют по п.1.3.1.2, образец снова кондиционируют в течение 24 ч при температуре (23±2) °С и относительной влажности (50±2)% и взвешивают повторно.
Материалы, фольгированные с двух сторон, испытывают, как указано выше, если нет необходимости определять массу отдельных слоев фольги, т.е. если противоположные стороны фольгированы разным материалом. В этом случае массу фольги определяют на каждой стороне, а перед периодом предварительного кондиционирования фольгу на противоположной (обратной стороне) защищают соответствующей резисторной маской.
Массу на единицу площади фольги вычисляют делением разности двух измеренных масс на измеренную площадь образца. В случае, если материалы фольгированы с двух сторон одинаковой фольгой, то массу на единицу площади каждой фольги определяют как половину суммарной массы.
3.13. Толщина
Толщину листов фольгированных материалов измеряют в 10 любых точках листа толщиномером с погрешностью ±0,005 мм для материалов толщиной менее 0,5 мм и с погрешностью ±0,01 мм для материалов толщиной 0,5 мм и более. При этом расстояние от края листа должно быть не менее 15 мм.
Допускается измерять толщину с помощью автоматических устройств с погрешностью ±0,02 мм для материалов толщиной 0,5 мм и более.
3.14. Прямоугольность нарезанных заготовок
Измерение отклонения от 90° по углам прямоугольно нарезанных заготовок проводят на листах материала размером не более 460 мм. Лист проверяют на квадратном зажимном приспособлении, позволяющем разместить заготовку максимального размера. Проверяют каждый угол заготовки, поместив ее так, чтобы угол заготовки находился в углу зажимного приспособления, а максимальное расстояние между близлежащим краем заготовки и краем зажимного приспособления измеряют конусным калибром или прибором для контроля линейных размеров.
За результат измерения принимают максимальное отклонение от 90° в мм/м длины заготовки. При этом должны быть указаны размеры заготовки.
(Введен дополнительно, Изм. N 1).
4. НЕЭЛЕКТРИЧЕСКИЕ ИСПЫТАНИЯ ОСНОВАНИЯ ДИЭЛЕКТРИКА
4.1. Прочность на изгиб
Прочность на изгиб определяют по ГОСТ 4648 на образцах толщиной 1 мм и более. Испытаниям подвергают десять образцов. Пять образцов должны иметь продольные оси параллельно длине листа, пять - параллельно его ширине. С образцов полностью удаляют фольгу, как указано в п.1.3.1.2, и затем нормализуют в условиях комнатной температуры 3 ч ±5 мин.
Для каждого направления прочность на изгиб определяют как среднее из пяти измерений.
За результат испытания принимают минимальное среднее значение пяти испытаний, проведенных вдоль и поперек листа материала.
4.2. Точечное побеление (мизлинг)
Определение точечного побеления - мизлинга (внутреннего дефекта материала основания, при котором стекловолокна отделяются от связующего в местах пересечения нитей ткани) проводят на четырех образцах размером (75x50) мм.
Примечание. Данный эффект проявляется в виде отдельных белых пятен или перекрестий внутри материала и обычно вызывается термической нагрузкой.
Один образец (четвертый) не подвергают испытаниям как контрольный. Данный метод испытания применим только для материалов толщиной 0,8 мм и более.
Со всех образцов стравливают фольгу, как указано в п.1.3.1.2. Торцы образцов должны быть ровными, без сколов и расслоений. Толщина образцов до травления должна быть равна толщине фольгированного материала.
В емкость наливают холодную дистиллированную воду в таком количестве, которое достаточно для испарения во время испытания. Слой воды должен быть глубиной от 2 до 3 см. Образцы (3 шт.) закрепляют в держателе и устанавливают в емкости вертикально на расстоянии не менее 5 мм выше уровня воды. Затем емкость закрывают и нагревают на горячей плите до кипения воды. Крышка емкости должна находиться в правильном положении. Нагревание продолжают до тех пор, пока через отверстие не пойдет пар. С момента закипания воды за 15 мин избыточное давление должно достигнуть (1±0,2) атм. Температура при этом должна быть около 120 °С. Температуру и давление поддерживают в течение 25 мин. Затем емкость быстро охлаждают холодной водой. Образцы вынимают, высушивают при комнатной температуре в течение 1 ч и погружают на 15 с вертикально длинной стороной параллельно поверхности расплавленного припоя на половину их ширины.
Образцы извлекают и после удаления прилипшего припоя осматривают и сравнивают с контрольным образцом (четвертым). На образцах не должно быть вздутий, побелений и расслоений.
Температуру припоя (260![]() ) °С измеряют на глубине (25±2) мм. Глубина слоя припоя ПОС 61 по ГОСТ 21931 не менее 40 мм. Размеры ванны с припоем не менее (120x60x60) мм.
) °С измеряют на глубине (25±2) мм. Глубина слоя припоя ПОС 61 по ГОСТ 21931 не менее 40 мм. Размеры ванны с припоем не менее (120x60x60) мм.
Кромка шириной 5 мм от края оценке не подлежит.
(Измененная редакция, Изм. N 2).
4.3. Горючесть
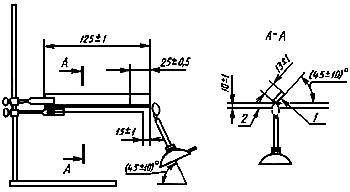
4.3.1. Горючесть горизонтальным методом определяют на фольгированных жестких материалах толщиной 0,5 мм и более с пониженной устойчивостью к воздействию пламени. Для испытаний берут четыре образца размером (125х13) мм с полностью вытравленной фольгой по п.1.3.1.2. Грани образцов должны быть гладкими, радиус закругления углов образца не более 1,3 мм. На расстоянии (25±0,5) мм от края должна быть нанесена четкая поперечная линия.
Перед испытанием образцы нормализуют (48±2) ч при комнатной температуре.
Испытание на горючесть проводят в помещении, защищенном от порывов воздуха и снабженном вентиляцией.
Вытяжной вентилятор, служащий для устранения продуктов горения, выключают во время проведения испытания и включают между очередными испытаниями.
Образец закрепляют в держателе (черт.6) так, чтобы продольная ось образца была расположена горизонтально, а поперечная наклонена под углом (45±10)°. При этом нанесенная на образце линия должна быть видимой.
Черт.6
1 - образец; 2 - сетка
Черт.6
На расстоянии (10±1) мм ниже образца прикрепляют проволочную сетку размером 100х100 мм с 20 отверстиями на 25 мм. Образец должен выступать за сетку на (13±1) мм. Газовую горелку с внутренним диаметром (9,5±0,5) мм с голубым пламенем высотой (25±1) мм, которое создают метаном или природным газом с теплотворной способностью около 37 МДж/м![]() , помещают под углом (45±10)° к горизонтали, ниже выступающего конца образца так, чтобы пламя схватывало конец образца на 6,5 мм, и выдерживают (30±1) с. Затем пламя горелки отводят, измеряют время горения образца в секундах, считая с момента устранения горелки до момента потухания пламени на образце, и длину сгоревшего участка. За результат испытания принимают среднее арифметическое время горения четырех образцов и максимальную длину сгоревшего участка.
, помещают под углом (45±10)° к горизонтали, ниже выступающего конца образца так, чтобы пламя схватывало конец образца на 6,5 мм, и выдерживают (30±1) с. Затем пламя горелки отводят, измеряют время горения образца в секундах, считая с момента устранения горелки до момента потухания пламени на образце, и длину сгоревшего участка. За результат испытания принимают среднее арифметическое время горения четырех образцов и максимальную длину сгоревшего участка.
4.3.2. Вертикальным методом горючесть для жестких материалов толщиной 0,5 мм и более определяют на фольгированных материалах с повышенной устойчивостью к воздействию пламени. Испытания проводят в камере, представленной в приложении 8. Берут пять образцов размером 125х13 мм с полностью вытравленной фольгой (см. п.1.3.1.2). Образцы должны быть с гладкими гранями и иметь радиус закругления углов не более 1,3 мм. Образцы нормализуют в течение (48±2) ч при комнатной температуре. Испытания проводят в помещении, защищенном от порывов воздуха, снабженном вентиляцией. Вытяжной вентилятор, служащий для удаления продуктов горения, выключают во время проведения испытания и включают между очередными испытаниями.
Образец закрепляют вертикально таким образом, чтобы его нижняя часть находилась на расстоянии (10±1) мм выше горелки. Под образцом на расстоянии около 300 мм помещают тонкую бумагу. Горелка с внутренним диаметром (9,5±0,5) мм с голубым пламенем высотой (19±1) мм, которое создают метаном или природным газом с теплотворной способностью около 37 МДж/м![]() , помещают в центре под нижней гранью образца на (10±1) с, а затем удаляют на расстояние не менее 150 мм. Измеряют время с момента удаления горелки до момента затухания пламени воспламенившегося образца. Сразу после затухания пламени вновь приближают горелку на (10±1) с, затем устраняют горелку и вновь измеряют время горения образца с момента удаления горелки до затухания пламени образца.
, помещают в центре под нижней гранью образца на (10±1) с, а затем удаляют на расстояние не менее 150 мм. Измеряют время с момента удаления горелки до момента затухания пламени воспламенившегося образца. Сразу после затухания пламени вновь приближают горелку на (10±1) с, затем устраняют горелку и вновь измеряют время горения образца с момента удаления горелки до затухания пламени образца.
Если во время испытания с образца падают расплавленные или горящие частицы, то горелку следует наклонить под углом 45° и минимально отодвинуть ее во избежание попадания продуктов в трубку горелки. Во время поднесения горелки под образец следует постоянно сохранять расстояние (10±1) мм от края образца.
В результате испытания устанавливают класс горючести материала в соответствии с табл.4.
Таблица 4*
________________
* Табл.3. (Исключена, Изм. N 2).
Наименование показателя | Класс горючести | ||
0 | 1 | 2 | |
Максимальное время горения после первого или второго приложения испытательного пламени, с, не более | 10 | 30 | |
Суммарное время горения пяти образцов при двух приложениях испытательного пламени, с, не более | 50 | 250 | |
Появление расплавленных капель или горящих частиц, вызывающих воспламенение ткани или бумаги | Не допускается | Допускается | |
Горение или тление до крепящего зажима | Не допускается | ||
Время тления образца после второго удаления испытательного пламени, с, не более | 30 | 60 | |
Если суммарное время горения соответствует требованиям технических условий на материалы конкретных марок, а время горения отдельных образцов не соответствует, то повторяют испытание на следующих пяти образцах.
Если при повторных испытаниях получают положительные результаты, то испытание считают законченными.
Если суммарное время горения превышает время, указанное в табл. 4 не более чем на 5 с, а испытанные образцы отвечают всем остальным требованиям, то результаты испытания считают положительными.
4.3.3. Горючесть вертикальным методом для гибких материалов толщиной менее 0,5 мм определяют на четырех образцах размером (450x25) мм, вырезанных на расстоянии не менее 25 мм от края листа. Фольгу с образцов полностью стравливают по п.1.3.1.2. На концах образцов на расстоянии (75±1) мм от каждого края наносят поперечные риски с зазубринами длиной не более 2 мм по краям. Толщину образца определяют как среднее арифметическое значение пяти измерений.
Перед испытанием образцы нормализуют (48±2) ч в условиях комнатной температуры.
Испытания проводят в помещении снабженном вентиляцией. Вытяжной вентилятор, служащий для устранения продуктов горения, выключают во время проведения испытания и включают между очередными испытаниями.
Образец закрепляют в держателе (черт.7) так, чтобы длина образца ниже зажима была (430±1) мм. Во избежание скручивания к нижнему концу образца подвешивают груз массой (5±1) г. Если этого груза недостаточно, то можно использовать больший груз при условии, что он не будет поглощать тепло и удлинять образец. Газовую горелку с внутренним диаметром (9,5±0,5) мм с голубым пламенем высотой (25±1) мм, которое создают метаном или природным газом с теплотворной способностью около 37 МДж/м![]() , подводят к центру нижнего конца образца и выдерживают в таком положении до воспламенения образца, но не более 15 с. Ни при каких обстоятельствах (коробится образец, плавится и т.д.) пламя не ведут вверх по образцу.
, подводят к центру нижнего конца образца и выдерживают в таком положении до воспламенения образца, но не более 15 с. Ни при каких обстоятельствах (коробится образец, плавится и т.д.) пламя не ведут вверх по образцу.
Черт.7
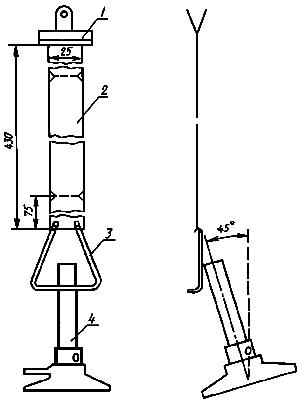
1 - зажим; 2 - образец; 3 - груз; 4 - горелка
Черт.7
Сразу после воспламенения образца пламя отводят. Секундомер включают, когда обгоревший край достигнет нижней линии. Отсчет времени горения прекращают, когда обгоревший край достигнет верхней линии, или, если пламя гаснет, не достигнув ее.
Оценку горючести фольгированных материалов толщиной менее 0,5 мм проводят по трем категориям:
1) негорючие - если образец не воспламеняется при воздействии пламени горелки в течение 15 с;
2) самозатухающие - если пламя гаснет, не достигнув верхней линии;
3) горючие - если образец горит, плавится, обугливается до верхнего зажима.
В зависимости от типа материала за результат испытаний принимают:
для материалов горючих и самозатухающих - среднее время горения четырех образцов и среднюю длину сгоревшего участка между двумя линиями образца;
для материалов негорючих - отсутствие воспламенения.
Если во время испытаний воспламенению образца препятствует его усадка, считают, что данный метод не применим для испытуемого вида материала.
4.4. Водопоглощение
Водопоглощение определяют по ГОСТ 4650 методом А.
Торцы образцов обрабатывают фрезерованием, алмазным или абразивным инструментами. Торцы образцов должны быть гладкими. Повреждение поверхности образцов не допускается. Травление образцов по п.1.3.1.2.
Торцы образцов защищают связующим веществом. Для этого образцы обезжиривают чистой тканью, смоченной этиловым спиртом, выдерживают 15-20 мин в условиях комнатной температуры. Затем на торцы дважды наносят связующее методом окунания.
Допускается защищать торцы образцов клеем БФ-4 по ГОСТ 12172.
Состав защитного покрытия, время и температура выдержки образцов после нанесения связующего должны быть указаны в технических условиях на материалы конкретных марок.
Перед испытанием образцы допускается сушить (24±1) ч при температуре (50±2) °С без вакуума.
При проведении испытания во избежание загрязнения поверхности образцов необходимо использовать пинцет или резиновые перчатки.
За результат испытания принимают среднее арифметическое трех параллельных определений с допускаемым расхождением не более 30%.
4.5. Стойкость фольгированных материалов к действию повышенных температур определяют на образцах со сплошным покрытием фольгой, которые помещают в термостат в подвешенном состоянии, при комнатной температуре, после чего температуру в термостате за 30-40 мин поднимают до указанной в технических условиях на материалы конкретных марок. Время выдержки при температуре должно быть указано там же. Термостат охлаждают до температуры не выше 40 °С, образцы извлекают из термостата и проводят осмотр. На образце не должно быть расслоения диэлектрика и отслоения фольги.
4.6. Коэффициент линейного теплового расширения
Определение коэффициента линейного теплового расширения проводят с помощью термомеханического анализа на фольгированных материалах, обладающих достаточной жесткостью в применяемом диапазоне температур, чтобы исключить влияние щупа, используемого в указанном методе.
Метод предусматривает измерение длины материала при постоянной нагрузке в зависимости от температуры, воздействующей на материал по определенной программе.
С испытуемого образца стравливают фольгу, как указано в п.1.3.1.2.
Образец должен быть плоским, со сторонами, параллельными направлению измерения, и такой величины, чтобы по размерам мог соответствовать держателю образца, но в то же время должен обеспечиваться хороший контакт со щупом. Испытанию подвергают не менее трех образцов.
Образец, закрепленный в держателе, помещают в камеру, снабженную обогревательным устройством, позволяющим произвести равномерное нагревание образца, термопарой для точного определения температуры и аппаратурой для записи измерений. Держатель должен быть изготовлен из материала, выдерживающего циклическое изменение температур от минус 150 до плюс 600 °С. Температура испытания, формы и размеры окончания щупа должны быть указаны в технических условиях на материалы конкретных марок. Щуп приводят в соприкосновение с поверхностью испытуемого образца в направлении, перпендикулярном направлению измерения. После обеспечения контакта щупа с испытуемым образцом, к щупу прикладывают в 2 г для сохранения контакта во время измерения. Допускается применение других нагрузок, величина которых должна быть указана в технических условиях на материалы конкретных марок.
Испытуемые образцы нагревают со скоростью около 20 °С в минуту во всем диапазоне температур. Допускается применение других скоростей нагрева. Они должны быть указаны в технических условиях на материалы конкретных марок.
Коэффициент линейного теплового расширения определяют отношением перемещения щупа к разности температуры в заданном диапазоне по формуле
![]() ,
,
где ![]() - коэффициент линейного теплового расширения;
- коэффициент линейного теплового расширения; ![]() - первоначальная длина образца, мм;
- первоначальная длина образца, мм; ![]() - конечная длина образца, мм;
- конечная длина образца, мм; ![]() - длина образца при температуре (23±2) °С, мм;
- длина образца при температуре (23±2) °С, мм; ![]() - первоначальная температура, К;
- первоначальная температура, К; ![]() - конечная температура, К.
- конечная температура, К.
Примечание. Для некоторых систем данные корректируют по соответствующей формуле. Допускается проводить измерение в других газовых средах, можно использовать продувку газом.
В протоколе испытаний указывают:
1. Метод подготовки испытываемого образца;
2. Размеры образца;
3. Ориентацию образца относительно материала основания и/или направление волокна наполнителя;
4. Ориентацию образца в держателе;
5. Скорость нагрева;
6. Нагрузку, приложенную к щупу;
7. Вид газа и скорость его подачи (необязательно);
8. Диапазон измеряемых температур;
9. Коэффициент линейного теплового расширения.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1 (рекомендуемое). Образец для испытаний на отрыв контактной площадки
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Черт.8
1 - медная фольга; 2 - диэлектрик
Черт.8
ПРИЛОЖЕНИЕ 2 (рекомендуемое). Паяльник
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Черт.9
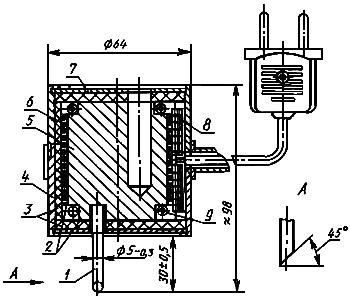
1 - стержень; 2 - прокладка (слюда); 3 - прокладка; 4 - обечайка;
5 - блок; 6 - проволока; 7 - крышка; 8 - бусы; 9 - проволока
Черт.9
ПРИЛОЖЕНИЕ 3 (рекомендуемое). Приспособление для пайки контактных площадок
ПРИЛОЖЕНИЕ 3
Рекомендуемое
Черт.10
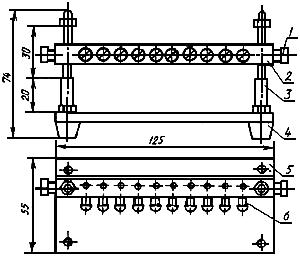
1 - стопорный винт; 2 - планка; 3 - ось; 4 - амортизатор; 5 - плита; 6 - винт
Черт.10
ПРИЛОЖЕНИЕ 4 (рекомендуемое). Приспособление для определения прочности на отрыв контактной площадки
ПРИЛОЖЕНИЕ 4
Рекомендуемое
Черт.11
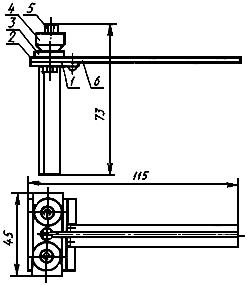
1 - стойка; 2 - планка; 3 - планка; 4 - гайка; 5 - шпилька; 6 - планка
Черт.11
ПРИЛОЖЕНИЕ 5 (рекомендуемое). Рамка для испытаний
ПРИЛОЖЕНИЕ 5
Рекомендуемое
Черт.12
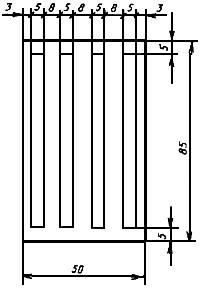
Черт.12
ПРИЛОЖЕНИЕ 6 (рекомендуемое). Образец для испытаний на стойкость к многократным перегибам
ПРИЛОЖЕНИЕ 6
Рекомендуемое
Черт.13
Черт.13
ПРИЛОЖЕНИЕ 7 (рекомендуемое). Устройство для испытаний на стойкость к многократным перегибам (усталость от изгиба)
ПРИЛОЖЕНИЕ 7
Рекомендуемое
Черт.14
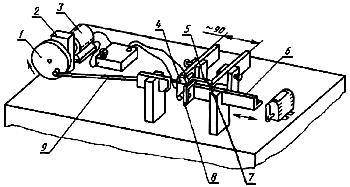
1 - кривошип; 2 - редуктор; 3 - мотор; 4 - испытываемый образец; 5 - непроводящий фиксированный стержень;
6 - непроводящий стержень возвратно-поступательного движения (ход - 75 мм);
7 - петля; 8 - изолированные зажимы; 9 - приводной рычаг
Черт.14
ПРИЛОЖЕНИЕ 8 (рекомендуемое). Камера для проведения испытаний на горючесть при вертикальном положении образца толщиной 0,5 мм и более
ПРИЛОЖЕНИЕ 8
Рекомендуемое
Черт.15
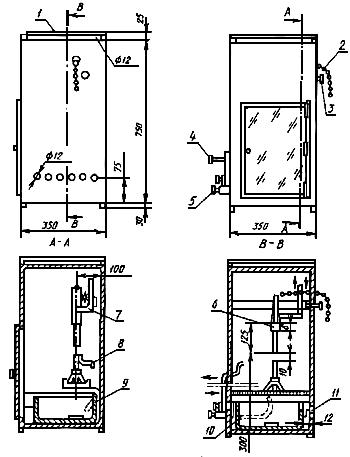
1 - крышка; 2 - цепь разъемная; 3 - регулятор положения образца;
4 - регулятор положения горелки; 5 - клапан горелки; 6 - пружина зажимная;
7 - штатив с шестерней; 8 - трубка регулирующая; 9 - поддон съемный;
10 - трубка горелки гибкая; 11 - пластина воздушной тяги
Черт.15
ПРИЛОЖЕНИЕ 9 (справочное). Соответствие требований ГОСТ 26246.0 требованиям стандарта МЭК 249-1-82
ПРИЛОЖЕНИЕ 9
Справочное
ГОСТ 26246.0 | МЭК 249-1-82 |
1.1 | |
1.1.1 | 1.1.1 |
1.1.2 | 1.1.2 |
1.2 | 1.2 |
1.2.1 | 1.2.1 |
1.3 | 1.3 |
1.3.1 | 1.3.1 |
1.3.1.1 | 1.3.1.1 |
1.3.1.2 | 1.3.1.2 |
1.3.1.3 | 1.3.1.3 |
2.1 | 2.0 |
2.2 | 2.1 |
2.2.1 | 2.1.2 |
2.2.2 | 2.1.3 |
2.3 | 2.2; 2.3 |
2.4 | 2.9 |
2.5 | 2.7 |
2.6 | 2.8 |
2.7 | 2.4 |
2.8 | 2.5 |
2.9 | 2.6 |
3.1 | 3.1 |
3.2 | 3.3 |
3.3 | 3.2; 3.4 |
3.4 | 3.5 |
3.5 | 3.6 |
3.6 | 3.7 |
3.8 | 3.8 |
3.9 | 3.9 |
3.10 | 3.10 |
3.11 | 3.11 |
3.12 | 3.12 |
3.13 | 3.13 |
3.14 | 3.14 |
4.1 | 4.1 |
4.2 | 4.2 |
4.3 | 4.3 |
4.3.1 | 4.3.3 |
4.3.2 | 4.3.4 |
4.3.3 | 4.3.5 |
4.4 | 4.4 |
4.5 | - |
Адрес: 170530, Тверская область, Калининский район, деревня Пасынково, д. 1А
Телефоны: (4822) 53-26-62, 53-23-65, 53-28-33